With a milk processing capacity of over 400 million litres annually, our client distributes its products throughout Hungary and certain parts of Eastern Europe.
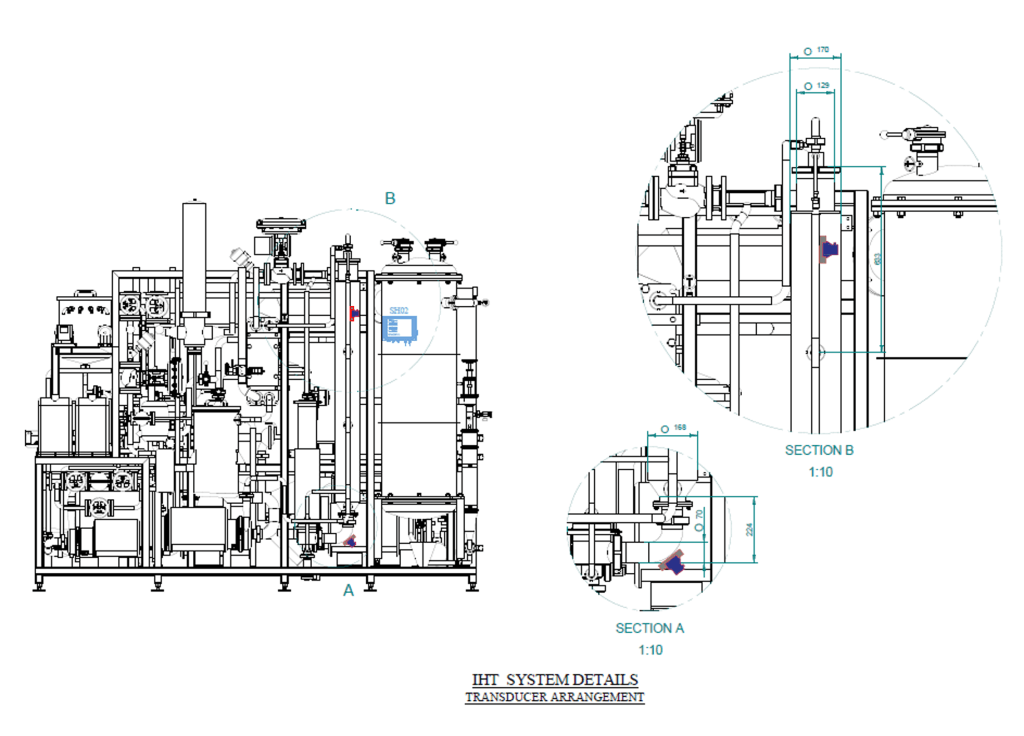
Project 1: IHT
Focus Area
The unit’s purpose is to heat treat milk protein pre-concentrate (post-UF/NF/RO plant, pre-evaporator, and pre-spray dry tower).
Pain Point
The IHT faced the challenge of short product runs (average 60,000L) before the CIP process had to commence upon delta T triggering.
It is suspected that the increase in delta T resulted from fouling on the spray section and the temperature probe.
Once one side becomes fouled, production switches to the other side. When both sides are fouled, a full CIP cycle begins.
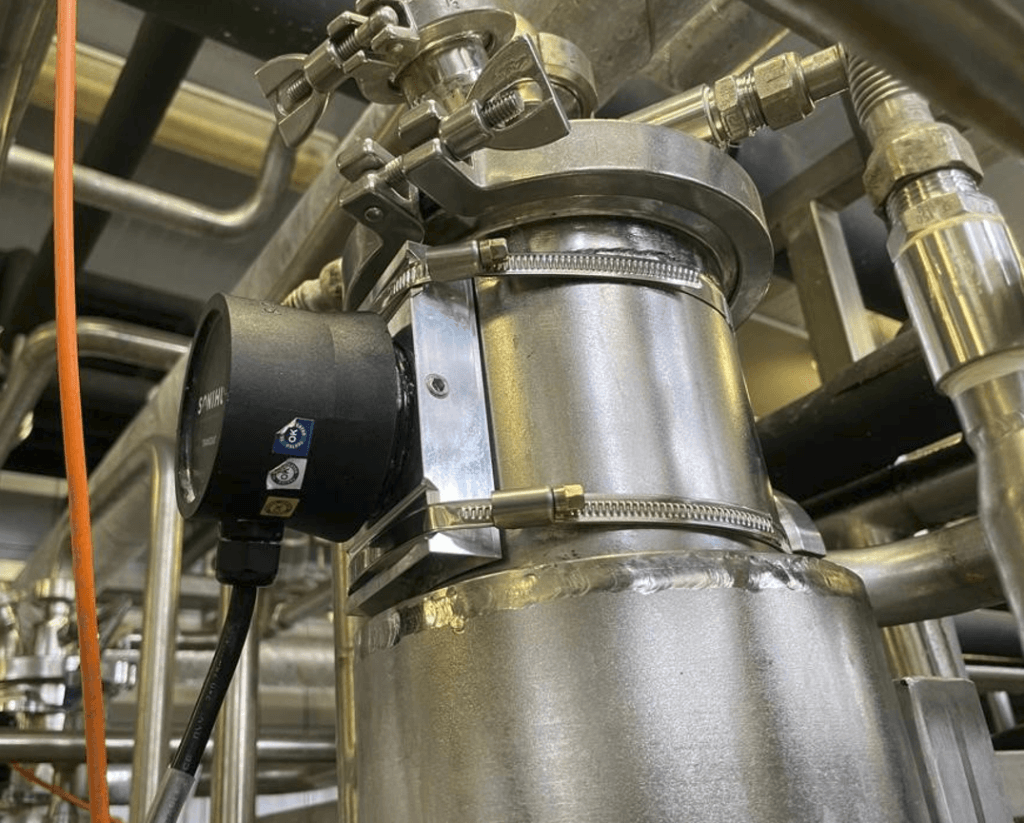
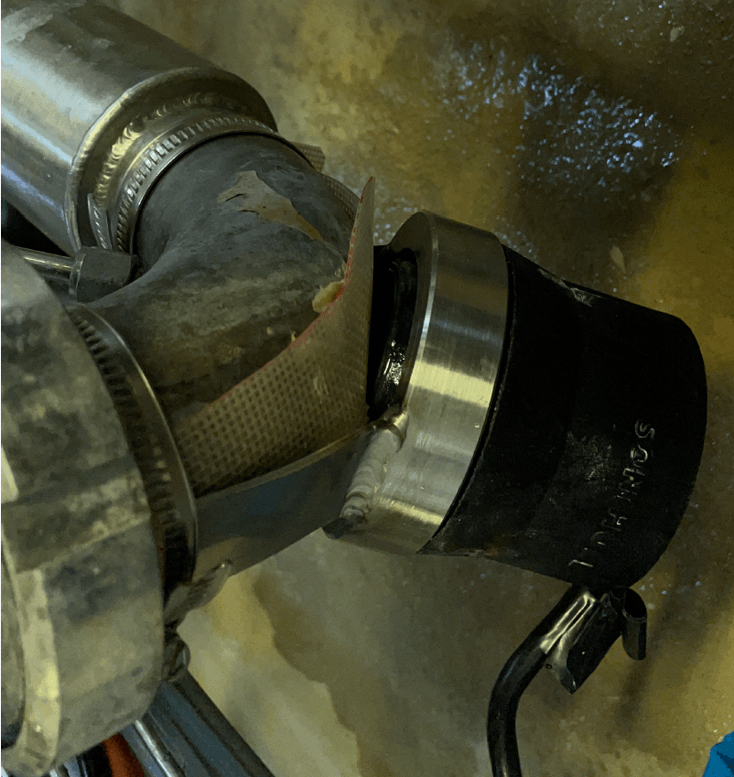
Solution
A quad unit, 1xSH04, has been installed using an aluminium pipe adapter on the top section and a stainless-steel elbow adapter on the bottom.
Target & Result
Target: Achieve a production run exceeding 70,000L before initiating CIP.
Result: The client has confirmed that the system can consistently handle over 75,000 litres of milk concentrate before the need to switch sides. This has increased their production output (productivity) by more than 25%.
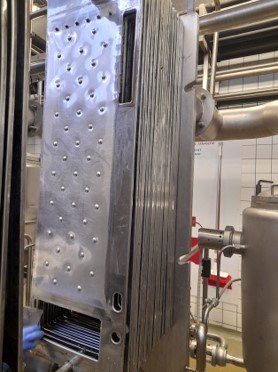
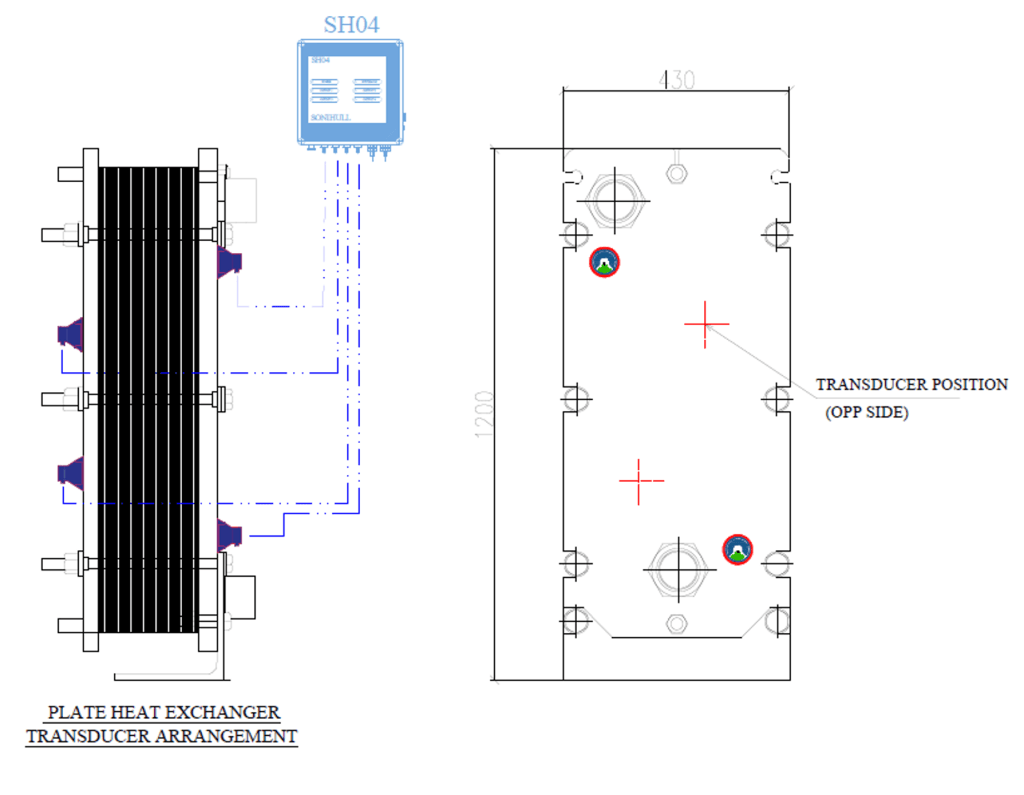
Project 2: Plate Evaporators
Focus Area:
Prior to the product reaching the spray dry tower, the protein concentrates are further concentrated to achieve the desired refraction. This is accomplished using 3-stage plate falling film evaporators combined with vacuum chambers. The evaporators are heated with steam.
Pain Point:
Excessive fouling (burnt milk) occurs on the plates. After each cleaning-in-place (CIP) process, the units need to be opened, and burnt milk is commonly found on the plates. It requires additional cleaning time of 2-3 hours and damages the plates, necessitating replacement every 2-3 months, incurring additional costs.
Solution:
One SH04 quad unit has been installed, securing the steel rings on the heat exchangers by tack welding and attaching the transducers to the steel rings using screws.


Target & Result:
Target: No burnt milk on the plates after CIP.
Result: The client has confirmed that the problem has been resolved, and there are no more instances of burnt milk or particles on the plates. Production times have been extended, and cleaning cycles have been reduced.